
Everyday people use a variety of products and services to simplify their lives—from entertainment to safety and security; to driving a car or flying in an airplane. Undetected defects on the surface or subsurface of some of these products could endanger the safety and lives of those using them.
Non-Destructive Testing (NDT) is a valuable technique that detects surface and subsurface deficiencies in products before they are put to use without permanently altering them. There are several NDT methods used for weld verification including Magnetic Particle Testing, or Magnetic Testing (MT), and Fluorescent Penetrant Dye Inspection, or Penetrant Testing (PT).
Magnetic Particle Inspection (MT) Continuous Wet Bench
 The MT method is popular among aerospace, automotive, and power generation industries for exposing fabrication defects, fatigue, and corrosion. It induces a magnetic field created with AC or DC current into ferromagnetic materials (iron, other ferromagnetic material, or alloys) and partially magnetic steels i.e. 17-7PH (Precipitation Hardened).
The MT method is popular among aerospace, automotive, and power generation industries for exposing fabrication defects, fatigue, and corrosion. It induces a magnetic field created with AC or DC current into ferromagnetic materials (iron, other ferromagnetic material, or alloys) and partially magnetic steels i.e. 17-7PH (Precipitation Hardened).
The type of current and amount of amperage depends on the size and geometry of the part, which gets locked in between a head and tail stock. Current is then generated into the circular field to test for defects in one direction; then the longitudinal field to check for defects in the opposite direction. This process allows 100 percent of the part to be inspected -- a standard required by the aerospace industry.
As the magnetic field is generated, the surface of the materials is saturated with iron particles suspended in liquid. Subsurface (limited depths) and surface imperfections cause flux leakage in the magnetic field, concentrating or pulling the iron particles near the cracks or surface defects, thus providing a visual indication of any flaws.
There are several types of magnetic particles that can be used with the MT method (dry, wet, visible, fluorescent). The choice depends on required application of tested. For example, dry powder particles are best for detecting cracks in materials that are out in the field, such as pipelines in an oil refinery.
Wet suspension particles are more sensitive and likely to be used in aerospace applications. This method requires a stationary machine, so it cannot be used out in the field like dry powder. The particles are held in a suspended fluid and applied evenly over the surface of the area being tested. A black light allows optimum contrast with the surface revealing the formation of iron particle indications.
Other advantages of MT include:
- A relatively fast method for examination.
- Low cost compared to other NDT methods.
- Post-cleaning is generally a corrosion resistance rinse.
- Safe technique of inspection where the materials are not combustible or hazardous.
Disadvantages of MT include:
- Non-ferrous materials, such as aluminum, magnesium, or most stainless steels cannot be inspected.
- Examination of larger parts may require the use of equipment suited for the needs or requirements of the evaluation.
- Limited subsurface discontinuity detection capabilities.
- Post-demagnetization is necessary.
- Because of size or geometry, parts may have to be examined at one time.
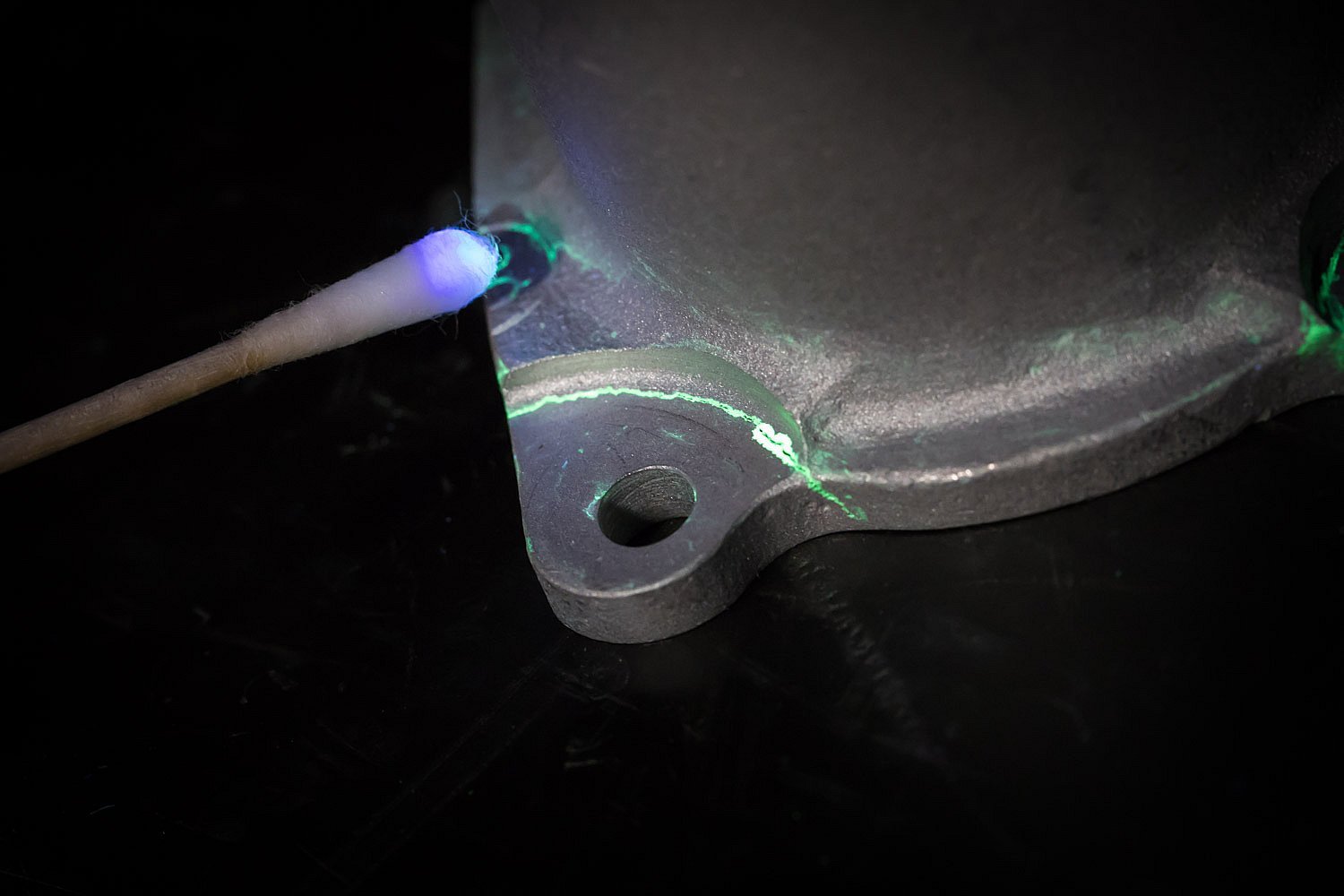
Fluorescent Penetrant Dye Inspection (PT)
 PT is one of the oldest methods around and originally used on the wheels and axles of trains. The part was dipped or coated in oil and set out to dry. Once the part was completely dry, it would be cleaned then covered with a powder. Surface defects would reappear as wet spots on the part.
PT is one of the oldest methods around and originally used on the wheels and axles of trains. The part was dipped or coated in oil and set out to dry. Once the part was completely dry, it would be cleaned then covered with a powder. Surface defects would reappear as wet spots on the part.
Today, the PT process is very sensitive but requires fewer OJT training hours than the other methods of NDT. It is used to check for surface imperfections of numerous materials (metal, plastics, and ceramics) for cracks, porosity, laps, seams, and all welding surface flaws.
The inspection process includes seven steps:
- Tested material gets cleaned and then covered with a fluorescent dye penetrant.
- The liquid is left to dwell for a predetermined length of time (usually determined by the industry standards). This dwelling process allows the penetrant to seep or be drawn into any cracks or defects.
- After the appropriate “soak time”, a certified technician wipes or washes the penetrant off.
- The part then goes through a drying process. The amount of time the part needs to dry and the temperature it needs to dry at is set by industry standards.
- A dry, white powdery substance known as developer is then applied to the entire surface of the part.
- The developer is left to dwell. During this dwelling process, liquid that may have seeped into a defect gets drawn out.
- After the developer step, the part gets inspected under a black light to see any defect that may revealed on the surface of the part.
PT techniques are solvent removable, water washable, and post-emulsifiable.
Solvent Removable
The solvent removable technique requires a solvent other than water to remove excess penetrant from the part being tested. It is generally a bright red color that contrasts well with a white developer.
It gets sprayed or brushed onto the part and the set aside to dwell. Once the dwell time elapses, the part is cleaned with a cloth or dampened penetrant cleaner. Developer is then applied and the part is examined for any penetrant bleed-out showing through the developer.
Water Washable
With water washable, an emulsifier is included in the penetrant to allow it to be removed with a water spray. It is most often applied by dipping the part in a tank filled with penetrant, but it can also be applied by spraying or brushing the part.
This technique also requires a dwelling period and a quick rinse to remove access penetrant. Once the penetrant is removed, the part is then placed in a warm recirculating air dryer or air dried at room temperature.
Developer is added and allowed to dwell before the part is inspected.
Post-Emulsifiable
This technique does not have an emulsifier added to the penetrant and is applied in a similar manner as the water washable technique. However, prior to the water-washing step, an emulsifier (either lipophilic or hydrophilic) is applied to the surface of the part for a prescribed period of time. After the emulsifier completes the dwell time, the part gets subjected to the same water wash and developing process used for water-washable penetrants.
Ensuring Safety, Confidence, and Lower Costs
Customers can feel safe and confident about the products they are using knowing that NDT was involved, especially when flying on an airplane, driving in their cars over bridges, riding on trains, or working in their office on the 63rd floor of a building.
NDT is a great cost savings technique in the quality assurance process. Products that fail due to undetected flaws or defects can cost in regards to lawsuits, repairs, or early replacements -- or the endangerment of human lives.


